the guy that owns a pizza place money laundering operation but is somehow a techie would be all over this
Got a tip for us?
Let us know
Become a MacRumors Supporter for $50/year with no ads, ability to filter front page stories, and private forums.
Bespoke Apple Watch Ultra in Anodized Blue Sold by Arizona Jeweler
- Thread starter MacRumors
- Start date
- Sort by reaction score
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Figure out how to put this on an Apple Watch and Husker's fans will be climbing over each other to get one. 😂
Any school logo! Was thinking they could slap the big 'M' and UofM fans would buy them up in a heart beat.

Proof that some of the color theory is just that... theory.I don't think that's a good shade of blue. But… I especially don't think you should mix blue and… orange?
(edit) People are pointing out that blue and orange are complementary.
Eeeuww.
Pointless and tacky exercise.
As is reporting on it with the laughable phrase "caused a stir amongst timepiece enthusiasts".
Pointless and tacky exercise.
As is reporting on it with the laughable phrase "caused a stir amongst timepiece enthusiasts".
Military uniforms aren’t usually metallic though.Tell that to these guys.

Many military uniforms are a mix of blue and gold, and sometimes orange.
Eg, you can buy one for yourself: https://www.mbu.edu/costumecottage/...ow-military-uniform-mn-ml-4302-coat-chest-42/
Tacky, especially that bracelet.
Specialist jeweler De Billas Lux has caused a stir among timepiece collectors by offering a custom Apple Watch Ultra model with an anodized blue titanium case.
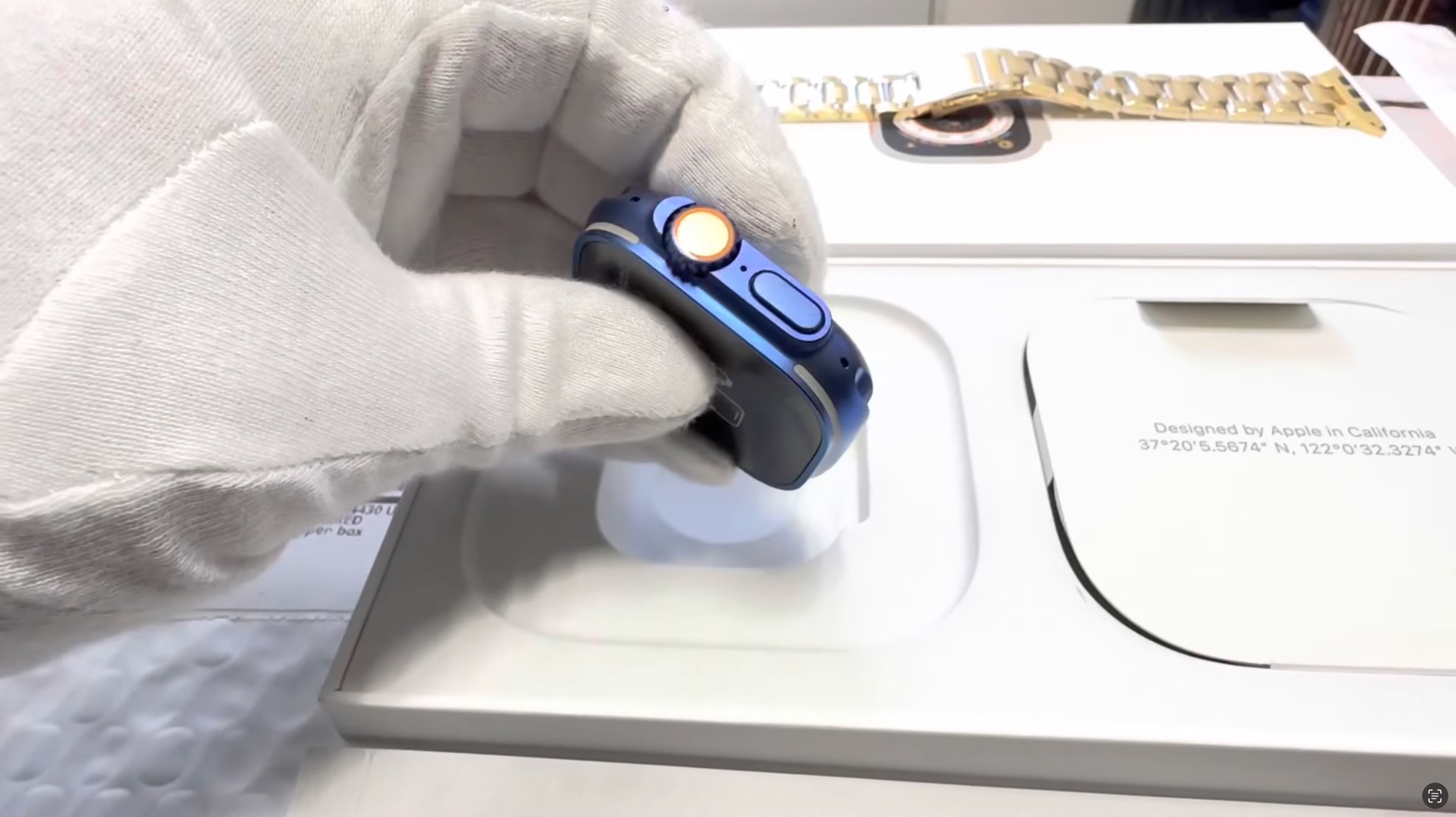
The Digital Crown is anodized in gold, and the Action button, while retaining an International Orange outline, has also been given an anodized blue finish. Inside the custom box is a gold-plated link bracelet to boot.
According to a video on its Watch Plating Pros YouTube channel, De Billas is able to create a range of unique colors for Apple Watch Ultra enthusiasts, however unfortunately it has not been able to achieve a black finish, which is one of its most requested colors.
Among its stall of prestigious brands like Rolex and Audemars Piguet, the Arizona-based jeweler is currently offering custom Apple Watch Ultra models for $1,499, with buyers paying an extra $700 on top of Apple's official $799 price for the ultra-premium finish.
Apple only offers the Apple Watch Ultra with a silver titanium finish, and there's no word on whether it will offer different finishes in a future update.
(Via iPhoneSoft.fr)
Article Link: Bespoke Apple Watch Ultra in Anodized Blue Sold by Arizona Jeweler

Because there isn't any in the world of Horology there is a long standing contempt to anything in time keeping that is in anyway electronic. This is a result of the Quartz holocaust. The quartz watch almost destroyed the mechanical watch industry. The only way any of it survived was they made the mechanical chronograph a expensive exclusive luxury item. In my opinion the best mechanical watch made in the world is the Grand Seiko.Why do I doubt this is causing any kind of stir in the watch collecting world🤣
i love whenever there’s some custom rebuild on a phone or watch using new materials that costs like $50K, but they always have to make it the ugliest thing i’ve ever seen in my life and in a year or two it’s going to be obsolete like a normally priced phone or watch. shoutout to the marks that buy this. 🙌
The Grand Seiko has a unique movement. Its 9R Spring Drive is unique it is a self winding mechanical watch that is regulated by a quartz time standard which is powered by the balance wheel which is a electrical generator. There is no battery.
I'm not sure if anyone has mentioned this yet, but this treatment is extraordinarily ugly
I e-mailed the guy and if you have an existing Apple watch ultra and would like to have this done it's only $349 and if scratched down to silver they can redo it BlueI might go with Titanium Anodization....
Wow. LOL.Memories of a similar paint fiasco and how many coats and types of primer we had to use to finally cover an atrocious green.Oh...
Having some minor PTSD here. Moved into a house with an outrageously bizarre painted room. The color they used was nausea inducing. 'First thing, we repaint that room!' That old color still kept coming up under the new color. We tried primers and KILZ, and it still came out. We finally found a paint that covered it. Yeah, that was so bizarre and surprising. Getting an even color... Wow...
Eeew!That is some hideous jewelry.The diamonds are worth something at least. 😃

This is interesting, but as investment I would go for something that will still be functional in 5 years from now. Like a Rolex, or even a Swatch.
I was just looking at the Swatch Sistem51 MagicFly that sells for the same price.
Very impressive, though I’m not a huge fan of that shade of blue.
Wow. LOL.Memories of a similar paint fiasco and how many coats and types of primer we had to use to finally cover an atrocious green.
🤢 Ours was a rich Pepto Bismol color. That 'pink' hue. It always makes me puke whenever I've taken it, so going into that room was nearly a grab a bucket moment. I personally felt that Pepto was tormenting me by somehow making that color seemingly impossible to get rid of. One builder actually suggested using 1/4" drywall to redo the walls after seeing the 'work of art'. Yuck!!
Speaking of pink, what about Calamine lotion. One of the worst memories as a child I have is my dad moving from Wheatland, Wyoming to San Diego, California for a teaching job in 1959. Here was me 7 years old, with a 5 year old brother and a toddler sister in the backseat of a 1952 Buick Roadmaster, with itchy mohair upholstery in 100++++ degree temperatures in the Nevada and Arizona desert. We were sitting in the back seat buck naked, not because of the heat but because we all had Chicken Pox and were itching to death. Being naked facilitated my mother basting us down with Calamine lotion like BBQ Chicken on a grill. To this day 60 years later just the smell will make me sick.
Speaking of pink, what about Calamine lotion. One of the worst memories as a child I have is my dad moving from Wheatland, Wyoming to San Diego, California for a teaching job in 1959. Here was me 7 years old, with a 5 year old brother and a toddler sister in the backseat of a 1952 Buick Roadmaster, with itchy mohair upholstery in 100++++ degree temperatures in the Nevada and Arizona desert. We were sitting in the back seat buck naked, not because of the heat but because we all had Chicken Pox and were itching to death. Being naked facilitated my mother basting us down with Calamine lotion like BBQ Chicken on a grill. To this day 60 years later just the smell will make me sick.
Very well written.
I remember, thinking while reading that, of the huge 'swimmers itch' outbreak where we spent the summer one year. I was likely 12 or 13, and didn't like swimming (after an encounter with a huge sucker fish) and stayed mostly out of the water, but the 3 sibs were miserable with the itching. And like clockwork, out came the quack 'cures'. Yeah, basting with Calamine Lotion, marinating in Fel's Naptha Soap, and wearing oatmeal pastes and slatherings of Vasoline. Turns out the cause was really gross: Bird 'droppings' were being eaten by snails in the lake, and their 'droppings' were causing the infections as small parasites fed on it, and humans. Yikes...
Ah yes, Cercarial Dermatitis, this is something you learn very early on if you are into aquariums and like to recreate local aquatic environments. Snails are the intermediate host, 1st you call the local wildlife officer and ask if snails in a particular lake or river are infected with the schistosome Flatworm.Very well written.
I remember, thinking while reading that, of the huge 'swimmers itch' outbreak where we spent the summer one year. I was likely 12 or 13, and didn't like swimming (after an encounter with a huge sucker fish) and stayed mostly out of the water, but the 3 sibs were miserable with the itching. And like clockwork, out came the quack 'cures'. Yeah, basting with Calamine Lotion, marinating in Fel's Naptha Soap, and wearing oatmeal pastes and slatherings of Vasoline. Turns out the cause was really gross: Bird 'droppings' were being eaten by snails in the lake, and their 'droppings' were causing the infections as small parasites fed on it, and humans. Yikes...
Guaranteed to void the warranty.
Definitely. I can't think of a way they could do it without running the risk of destroying the watch. Or somehow disassembling it before its treated.
From Wikipedia.
Anodizing is an electrolytic passivation process used to increase the thickness of the natural oxide layer on the surface of metal parts.
The process is called anodizing because the part to be treated forms the anode electrode of an electrolytic cell. Anodizing increases resistance to corrosion and wear, and provides better adhesion for paint primers and glues than bare metal does. Anodic films can also be used for several cosmetic effects, either with thick porous coatings that can absorb dyes or with thin transparent coatings that add reflected light wave interference effects.
The ways to anodize metals:
Chromic acid (Type I)
The oldest anodizing process uses chromic acid. It is widely known as the Bengough-Stuart process but, due to the safety regulations regarding air quality control, is not preferred by vendors when the additive material associated with type II doesn't break tolerances. In North America, it is known as Type I because it is so designated by the MIL-A-8625 standard, but it is also covered by AMS 2470 and MIL-A-8625 Type IB. In the UK it is normally specified as Def Stan 03/24 and used in areas that are prone to come into contact with propellants etc. There are also Boeing and Airbus standards. Chromic acid produces thinner, 0.5 μm to 18 μm (0.00002" to 0.0007") more opaque films that are softer, ductile, and to a degree self-healing. They are harder to dye and may be applied as a pretreatment before painting. The method of film formation is different from using sulfuric acid in that the voltage is ramped up through the process cycle.
Sulfuric acid (Type II & III)
Sulfuric acid is the most widely used solution to produce an anodized coating. Coatings of moderate thickness 1.8 μm to 25 μm (0.00007" to 0.001") are known as Type II in North America, as named by MIL-A-8625, while coatings thicker than 25 μm (0.001") are known as Type III, hard-coat, hard anodizing, or engineered anodizing. Very thin coatings similar to those produced by chromic anodizing are known as Type IIB. Thick coatings require more process control, and are produced in a refrigerated tank near the freezing point of water with higher voltages than the thinner coatings. Hard anodizing can be made between 13 and 150 μm (0.0005" to 0.006") thick. Anodizing thickness increases wear resistance, corrosion resistance, ability to retain lubricants and PTFE coatings, and electrical and thermal insulation. Type III should not be dyed or sealed to maintain its wear resistance. Sealing will reduce this greatly. Standards for thin (Soft/Standard) sulfuric anodizing are given by MIL-A-8625 Types II and IIB, AMS 2471 (undyed), and AMS 2472 (dyed), BS EN ISO 12373/1 (decorative), BS 3987 (Architectural). Standards for thick sulphuric anodizing are given by MIL-A-8625 Type III, AMS 2469, BS ISO 10074, BS EN 2536 and the obsolete AMS 2468 and DEF STAN 03-26/1.
Organic acid
Anodizing can produce yellowish integral colours without dyes if it is carried out in weak acids with high voltages, high current densities, and strong refrigeration. Shades of colour are restricted to a range which includes pale yellow, gold, deep bronze, brown, grey, and black. Some advanced variations can produce a white coating with 80% reflectivity. The shade of colour produced is sensitive to variations in the metallurgy of the underlying alloy and cannot be reproduced consistently.
Anodizing in some organic acids, for example malic acid, can enter a 'runaway' situation, in which the current drives the acid to attack the aluminum far more aggressively than normal, resulting in huge pits and scarring. Also, if the current or voltage are driven too high, 'burning' can set in; in this case, the supplies act as if nearly shorted and large, uneven and amorphous black regions develop.
Integral colour anodizing is generally done with organic acids, but the same effect has been produced in laboratories with very dilute sulfuric acid. Integral colour anodizing was originally performed with oxalic acid, but sulfonated aromatic compounds containing oxygen, particularly sulfosalicylic acid, have been more common since the 1960s. Thicknesses of up to 50 μm can be achieved. Organic acid anodizing is called Type IC by MIL-A-8625.
Phosphoric acid
Anodizing can be carried out in phosphoric acid, usually as a surface preparation for adhesives. This is described in standard ASTM D3933.
Borate and tartrate baths
Anodizing can also be performed in borate or tartrate baths in which aluminium oxide is insoluble. In these processes, the coating growth stops when the part is fully covered, and the thickness is linearly related to the voltage applied. These coatings are free of pores, relative to the sulfuric and chromic acid processes. This type of coating is widely used to make electrolytic capacitors because the thin aluminium films (typically less than 0.5 μm) would risk being pierced by acidic processes.
Plasma electrolytic oxidation
Plasma electrolytic oxidation is a similar process, but where higher voltages are applied. This causes sparks to occur and results in more crystalline/ceramic type coatings.
And titanium...
Titanium
![]()
Selected colors achievable through anodization of titanium.
An anodized oxide layer has a thickness in the range of 30 nanometers (1.2×10−6 in) to several micrometers. Standards for titanium anodizing are given by AMS 2487 and AMS 2488.
AMS 2488 Type III anodizing of titanium generates an array of different colours without dyes, for which it is sometimes used in art, costume jewellery, body piercing jewellery and wedding rings. The colour formed is dependent on the thickness of the oxide (which is determined by the anodizing voltage); it is caused by the interference of light reflecting off the oxide surface with light travelling through it and reflecting off the underlying metal surface. AMS 2488 Type II anodizing produces a thicker matte grey finish with higher wear resistance.

Register on MacRumors! This sidebar will go away, and you'll see fewer ads.